

Our Strength
Product Application
Our premium activated carbon products, featuring exceptional adsorption performance and consistent quality, are
widely applied across purified & ultrapure water production, municipal drinking water treatment, liquor refining,
monosodium glutamate purification, beverage & food processing, pharmaceutical intermediate refining, sugar
decolorization & purification, gold extraction, organic solvent recovery, petrochemical decolorization & refining,
industrial wastewater treatment, waste incineration flue gas cleaning, air purification & VOC abatement for civil applications, and also meet stringent military-grade purification requirements, delivering reliable adsorption &
separation solutions to global industries.
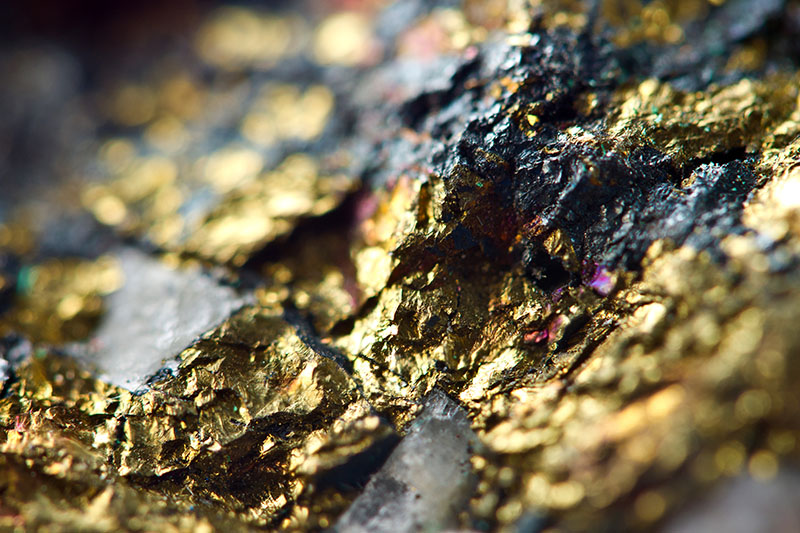
Gold Extraction

Water Treatment

Food and Beverage Purification and Refinement
Our Certificate
Committed to technological innovation and strict quality control in activated carbon, our company has been granted
more than 30 national authorized patents. We have been successively recognized as National Key Forestry Leading
Enterprise, National Forestry Standardization Demonstration Enterprise, Hebei High-Tech Enterprise, Hebei Provincial
Specialized, Sophisticated, Distinctive and Innovative Demonstration Enterprise, and Key Leading Enterprise in
Agricultural Industrialization of Hebei Province.
We hold certifications for ISO9001 Quality Management System, ISO14001 Environmental Management System, ISO45001 Occupational Health and Safety Management System, as well as Sanitary License for Water-Related Products. Our core technological achievements have won multiple national-level awards:
2018 First Prize, Liang Xi Forestry Science and Technology Award
2019 China Forestry Industry Innovation Award
2024 Second Prize, State Scientific and Technological Progress Award & First Prize, Liang Xi Forestry Science and Technology Award
2024 First Prize, 16th “CCB Cup” National College Students’ Social Practice and Technology Competition on Energy Conservation and Emission Reduction
Backed by comprehensive qualifications and authoritative honors, we deliver high-performance activated carbon products and integrated purification solutions to global customers.
We hold certifications for ISO9001 Quality Management System, ISO14001 Environmental Management System, ISO45001 Occupational Health and Safety Management System, as well as Sanitary License for Water-Related Products. Our core technological achievements have won multiple national-level awards:
2018 First Prize, Liang Xi Forestry Science and Technology Award
2019 China Forestry Industry Innovation Award
2024 Second Prize, State Scientific and Technological Progress Award & First Prize, Liang Xi Forestry Science and Technology Award
2024 First Prize, 16th “CCB Cup” National College Students’ Social Practice and Technology Competition on Energy Conservation and Emission Reduction
Backed by comprehensive qualifications and authoritative honors, we deliver high-performance activated carbon products and integrated purification solutions to global customers.












Production Equipment
Our production capacity is backed by a robust equipment lineup, including 12 integrated gasification and activation
furnaces, 10 gasification furnaces, 6 rotary furnaces, and 2 Slep furnaces.



